

<运城>神悦钢材有限公司86765
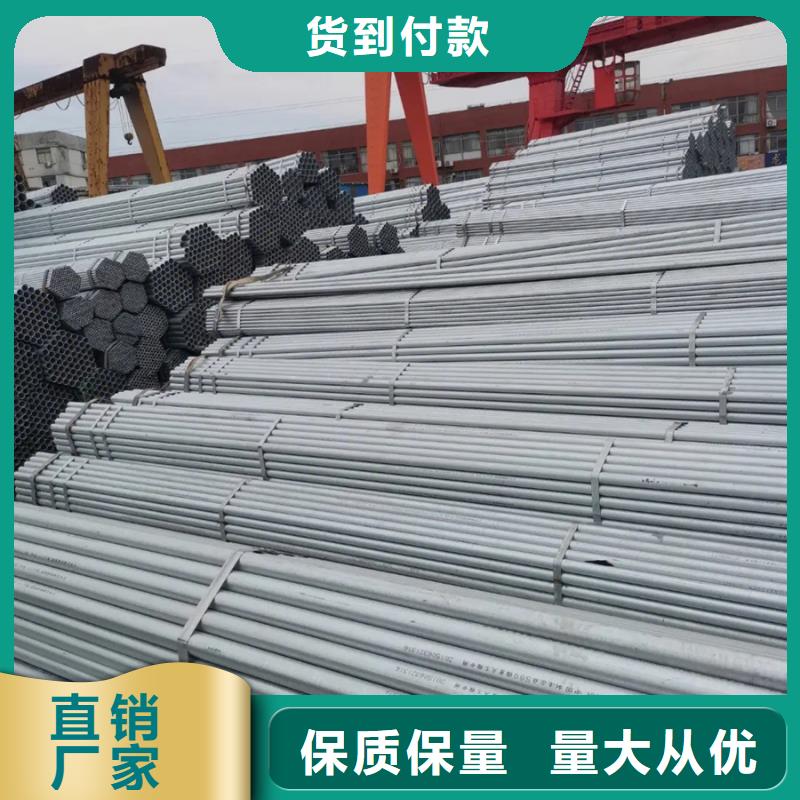
运城镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,运城16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。
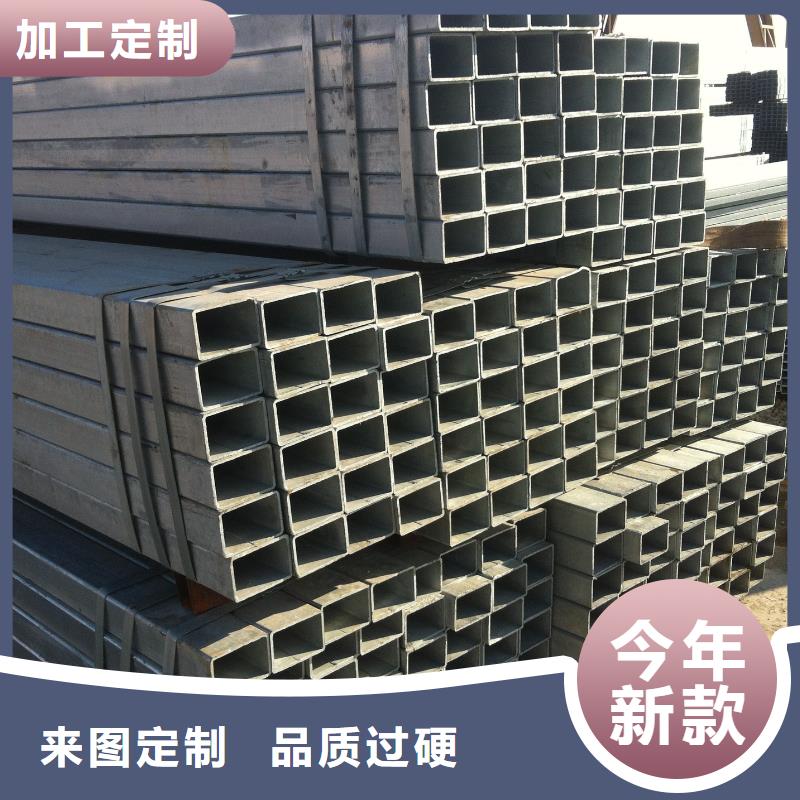
运城镀锌方管基本上出现在每一个工程项目中。 镀锌方管是一种防腐性能很好的产品,广泛应用于工程建设中的新项目。 镀锌方管的种类很多,或者下面列出了一些常见的类型。 镀锌方管的生产过程中遇到了技术难题。 一般镀锌方管先用液压剪剪,再用复印机剪。 液压剪裁切后,厚钢板一般都有毛刺,造成厚钢板跑偏。 如果正负极偏差超过3mm,需要注意立即调整液压剪板机。 如果客户指定精度高,使用自动或数控机床进行激光切割时孔距困难:镀锌方管的孔一般在中间,仿形机做好90度结构, 准确定位的偏差一般不大。 如果液压剪板机切割不好,会造成孔位偏差较大。 运城镀锌管在切孔的情况下,复印机应仔细调整开孔模。 一旦设备调整不当,切割孔将不圆。 镀锌方管在很多地方的效果也是不一样的。 很多时候我们要注意质量,因为它的质量比较好,所以在各个领域都有广泛的应用。 关键是因为它的高品质。 强度特别高,在各个领域的作用都比较强,但随着领域的完善和广泛的应用,本产品涉及镀锌方管的特性和质量作为开发,冲压模具的原材料 . 变形、激光切割等生产加工。 因此,对所有无缝管的物理性能都进行了测试。 因此,硬度标准法是如何使用大口径无缝管,物理性能试验方法主要分为两类,一类是拉伸试验,一类是强度试验。

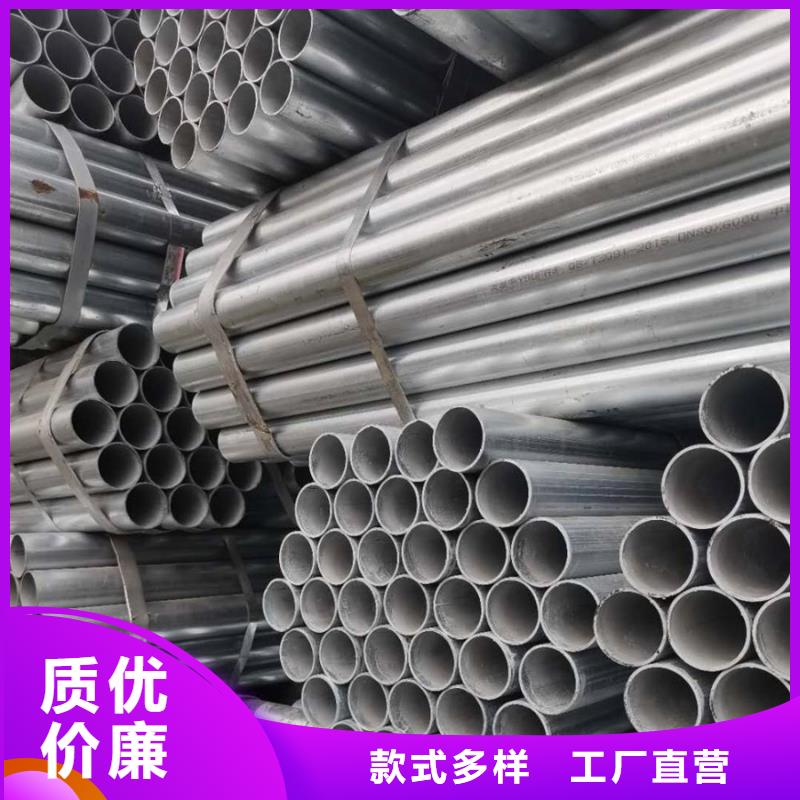
运城镀锌无缝管多采用冷拔和热轧制造,冷拔镀锌无缝管多采用冷拔和冷轧协同加工制造。 镀锌无缝管比热轧钢管规格更多。准确、更光滑的表面,常用于机械零件的生产,有的镀锌无缝管在原厂前经过退火处理,有的不经过退火处理。镀锌无缝钢管的硬度大吗?首先我们来了解一下镀锌无缝钢管退火的效果。退火的关键作用是软化金属材料,提高延展性。 它用于各种金属材料的激光器。切削加工;运城镀锌管退火是将钢材加热到适中温度,保温一定时间,然后缓慢冷却,获得接近平衡机理的热处理方法。退火的目的取决于均匀的成分、改善物理和使用性能、消除或减少热应力,以及为零件的终热处理工艺准备机制。大部分设备零件和工人毛坯及模具外壳退火后,可消除铸、锻、焊零件的热应力和构件的结构不对称。 钢的物理性能可以得到改善和调整,这是下一道工艺流程。 提前准备好您的组织。由以上分析可知,镀锌无缝管退火后成分均匀,金属材料组织变软,延展性提高,金属材料组织变软,延展性提高表明硬度 是降低的,也就是说,镀锌无缝管退火后硬度不易膨胀,反而会降低。镀锌无缝管中常见的钢种,45#镀锌无缝管的硬度较高,作为机械设备零件加工时会进行退火处理。


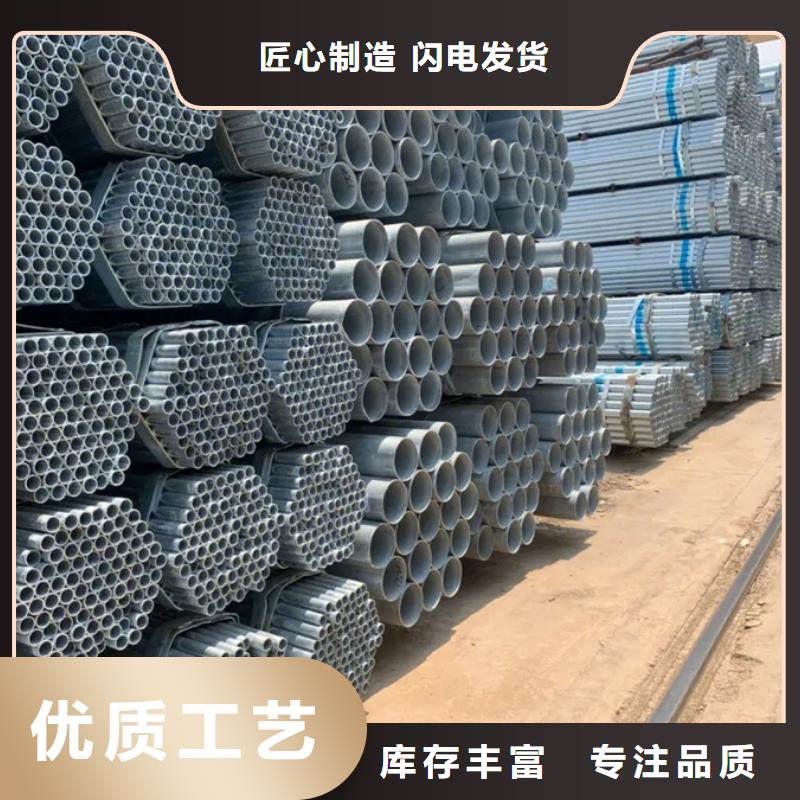
运城镀锌管加工工艺涂层加工工艺与涂层的质量密切相关。规定涂布辊、涂料辊、计量辊与印版的相对线速比应控制在一定范围内。应根据不同的管理制度和涂层材料。根据安装产品的膜厚,为建筑涂料设定一定的粘度范围,保证涂料的顺利发展,促进产品质量的提高。建筑涂料的干燥固化过程,烘箱操作必须按要求控制,不能随意改变,否则会严重影响镀锌无缝管涂料产品的偏色和特性。 运城16mn镀锌焊管因其优异的抗压强度和耐久力而成为流行的管件,但不必立即应用。 只需在使用前适度调整管件的状况,以确保其能够正常工作。 其中,抛光处理是比较关键的一环,可以提高管件的实用效果。 研磨抛光是通过对原材料表层进行钻孔和塑性变形以去除研磨抛光后的凸部而获得光滑表面的一种研磨抛光方法。 一般采用油石条、毛轮、磨砂纸等,手工制作的龙头,独特的零件,例如在旋转体表面,可以使用转台等辅助软件,超 对工艺性能要求高的可采用精磨抛光法。 超细研磨抛光是一种特制的模具。